


Nahlédněte pod pokličku výroby datových kabelů
12. 7. 2017 | LAPP KABEL, s. r. o. | www.lappgroup.cz
V říjnu 2016 převzala skupina Lapp společnost CEAM Cavi Speciali, předního výrobce datových kabelů pro průmyslový Ethernet a provozní sběrnice. Firma nyní umožňuje jedinečný pohled do náročné výroby těchto kabelů.
Akvizice technologického lídra v oblasti datových kabelů posílila pozici skupiny Lapp na rostoucím trhu průmyslových datových kabelů. Ve výrobním závodě CEAM v Monselice nedaleko italské Padovy vyvíjí a vyrábí 110 zaměstnanců datové kabely UNITRONIC® a kabely ETHERLINE® pro průmyslový Ethernet a provozní sběrnice – vše podle nejvyšších standardů kvality. Kabely CEAM jsou na trhu považovány za obzvláště spolehlivé, pokud jde o rychlost přenosu dat a dlouhou životnost – a to hlavně díky sofistikovaným, vysoce automatizovaným výrobním procesům a dlouholetým zkušenostem. Nová společnost skupiny Lapp se nyní otevírá veřejnosti a umožňuje nahlédnutí do výroby průmyslových datových kabelů.
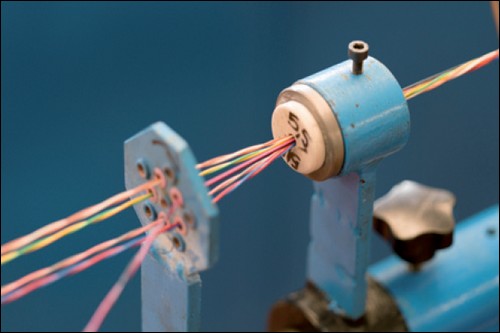
Obr. 1. Stáčení párů
Krok 1 – Splétání
Jednotlivé vodiče jsou vyrobeny z tenkých měděných drátů, které jsou stočeny do lanka. Existuje několik způsobů uspořádání těchto drátů a také počet drátů se liší v závislosti na flexibilitě a požadovaném průřezu. Řada výrobců nakupuje hotová lanka od dodavatelů. CEAM si je vyrábí vlastními silami, protože jim dodavatel nedokáže zajistit požadovanou konstantní vysokou kvalitu. Dokonce i nejmenší odchylky v kruhovitosti mohou totiž vést ke ztrátě kvality přenosu dat, zejména na delší vzdálenosti.
Krok 2 – Izolace
Plast – obvykle polyolefin – se vytlačuje kolem lanka a zajišťuje vzájemnou izolaci žil. Pro zvláště vysoce výkonné kabely existuje také postup, při kterém se tři vrstvy aplikují současně pomocí tří extruderů. Extrudery 1 a 3 vytvářejí uvnitř kolem lanka a vně na izolantu hladkou „kůži“, zatímco vrstva mezi nimi je v okamžiku vytlačování napěňována dusíkem. To má dva efekty. Za prvé vysokou přenosovou rychlost i na delší vzdálenosti a za druhé vynikající účinnost izolace znamená, že izolace může být tenčí, čímž se zmenšuje průměr kabelu.
Krok 3 – Stáčení
V tomto kroku jsou izolované žíly navzájem stáčeny. Přitom je potřeba zajistit, aby délka zkrutu byla stále stejná. Obvykle se žíly stáčejí do párů, které se stočí s jedním nebo třemi dalšími páry (viz krok 4). Pro zvlášť kompaktní kabely s přenosovou rychlostí až 100 Mbit/s je vhodná hvězdicová struktura. Zde je průměr kabelu pouze 2,4násobkem průměru jednotlivých žil uvnitř, čímž je kabel o 30 % tenčí než standardní kabely se dvěma samostatnými páry vodičů. To zní jednoduše, ale vyžaduje to speciální stroje a sofistikované zařízení, jakož i software, inženýrství a speciální složení materiálů.
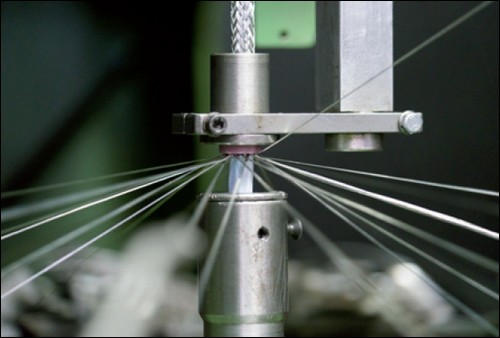
Obr. 2. Oplétání
Krok 4 – Stáčení párů
Není-li rychlost 100 Mbit/s dostatečná – například pro kabely Cat.6A nebo Cat.7 s kapacitou 10 Gbit/s – dva páry vodičů již nestačí a zapotřebí jsou čtyři. Čtyři oddělené páry žil jsou stočeny navzájem, čímž vzniká kompaktní a flexibilní svazek (obr. 1).
Krok 5 – Oplétání
Zde se rozhoduje o tom, jak je kabel vybaven proti elektromagnetickému rušení. Tenké dráty z mědi nebo z pocínované mědi jsou opletené kolem svazku žil způsobem, který připomíná pletací cívku (obr. 2). Pro obzvláště kritické aplikace z hlediska EMC nebo pro vysoké rychlosti přenosu dat se pod oplet umísťuje ještě hliníková fólie. Oplétání je v CEAM vysoce automatizovaný proces, kde jedna osoba dohlíží na deset pletacích strojů.
Krok 6 – Oplášťování
Různé typy plášťů chrání proti mechanickému a chemickému namáhání, jako jsou různé oleje, počasí, UV záření a mnoho dalších. V tomto kroku vstřikuje vytlačovací stroj zahřátý a promíchaný granulát plastu do vstřikovací hlavy, kde se plast nanáší těsně kolem stínicího opletu. Po ochlazení je plášť hladký a rovnoměrný a má zejména požadovanou tloušťku. Celý proces sledují snímače,
které zajišťují, aby množství dodávaného plastu a rychlost vždy vzájemně odpovídaly. Sledují také, zda kabel běží přesně ve středu vstřikovací hlavy a vychází středem náustku. Okamžitě po vytlačování je kabel, který má teplotu kolem 200 ºC, veden do vodní lázně. Po vychlazení odsává ventilátor vlhkost, aby byl kabel ve chvíli, kdy je navinut na buben, úplně suchý. U vysoce výkonných kabelů pro dynamické aplikace nebo u kabelů pro vysoké mechanické namáhání používá společnost CEAM polyuretanové pláště. Další možností pro obzvláště drsné podmínky je patentovaný materiál ROBUST od skupiny Lapp. Je zvláště odolný vůči velmi vysokým i nízkým teplotám, mechanickému namáhání, olejům a agresivním čisticím roztokům.
Krok 7 – Značení
Ochlazený kabel prochází pod tiskovou hlavou, která nanáší označení kabelu, podobně jako inkoustová tiskárna v kanceláři, jen mnohem rychleji. Označení zadává operátor stroje na terminálu.
Krok 8 – Balení
Po označení jsou kabely navinuty na cívky, které jsou obaleny fólií, která chrání a označuje konečný výrobek.
Vyšlo v časopise Elektro č. 7/2017 na straně 31.
Tištěná verze – objednejte si předplatné: pro ČR zde, pro SR zde.
Elektronická verze vyšlých časopisů zde.