


Posuzování kvality připojování vinutí ke komutátoru stejnosměrného stroje
Doc. Ing. František Veselka, CSc., Ing. Marcel Janda, Ph.D. | VUT v Brně | https://www.vutbr.cz
Posuzování kvality připojování vinutí ke komutátoru stejnosměrného stroje a měření teploty komutátoru
1. Úvod
Na základě dlouhodobého studia a experimentálních zkoušek na KESAP FE VUT v Brně bylo zjištěno, že ke zlepšení provozních vlastností kluzného kontaktu je zcela nezbytné dodržování technologické kázně při výrobě nejen stejnosměrného stroje, ale i obecně elektrického stroje s komutátorem, zejména jeho rotoru.
2. Současný přístup k projektování a stavbě komutátoru
Vlastnosti a provozní spolehlivost těchto strojů značně závisí i na správném projektovém návrhu komutátoru. Jeho konstrukční a technologické provedení ovlivňuje výkon, rychlost otáčení strmost změny proudu. Významnou roli hraje ovalita komutátoru. Komutátorová lamela je svou geometrií útvar složitého tvaru. Při výpočtu komutátoru se považuje za nosník na elastické podpěře. Geometrie lamely se navíc fiktivně rozděluje na tři části, takže se výpočet lamely převádí na výpočet tří nosníků.
Z elektromagnetického návrhu stroje jsou určeny následující hodnoty komutátoru:
– rychlost otáčení,
– průměr kluzné dráhy,
– axiální délka kluzné dráhy,
– počet lamel,
– tloušťka izolace mezi lamelami.
Vlastní volbu konstrukčního provedení komutátoru ještě ovlivňují i některé provozní podmínky:
– velikost provozní teploty,
– mechanické podmínky (vibrace, rázy, apod.),
– rychlost změny úhlové rychlosti, apod.
Za všech těchto podmínek musí komutátor zachovávat nejen geometrickou stabilitu (válcovitost, rozdělení lamel po obvodu, souosost, rovnoběžnost hran lamel vzhledem k ose rotace), ale i tvrdost lamel.
K jednotlivým lamelám se připojují konce cívek rotorového vinutí. U zkoumaného stejnosměrného stroje bylo použito komutátoru, zalitého plastickou hmotou, kde stažení zajišťovala plastická hmota.
Stabilita tvaru komutátoru závisí především na použitých izolačních materiálech a na optimálním technologickém postupu výroby. Používané izolační materiály nemají zpravidla odpovídající mechanické vlastnosti, neboť se jejich modul pružnosti značně mění v závislosti na teplotě a tlaku. Jestliže je součást vyrobená z izolačního materiálu vystavena mechanickému namáhání, pak mechanická pevnost a schopnost tohoto materiálu odolávat těmto zatížením má velký praktický význam. Izolační materiály používané ve stavbě komutátorů se zhotovují na bázi slídy (mikanity). Některé druhy slídy si udržují i při zvýšených teplotách srovnatelné dobré dielektrické a mechanické vlastnosti. Při zvýšení teploty na (500 – 600 ° C) pro muskovit a (800 – 900 ° C) pro flogopit se vyloučí ze struktury slídy voda, slída se stává méně průhlednou, nabobtná a zhorší se její mechanické a dielektrické vlastnosti. Některé druhy flogopitu se zvětšeným obsahem vody však vykazují nižší pevnost a horší dielektrické vlastnosti již při 150 – 250 ° C.
Pro výrobu lamel se používá Cu legovaná stříbrem. Ta má dobrou elektrickou vodivost a tepelnou stabilitu mechanických vlastností. V některých případech se přidává magnesium, kadmium, chróm a zirkonium. Výroba komutátoru vyžaduje složitý výrobní proces, neboť při formování složeného komutátorového věnce dochází ke změně modulu pružnosti v závislosti na tlaku a teplotě. Příčinou změny geometrie a rozdělení namáhání jednotlivých komponent v provozu jsou teplotní změny a změny mechanických zatížení (odstředivá síla, vibrace). Proto je nezbytné komutátor formovat. Komutátory určené pro stroje extrémně namáhané v provozu se musí formovat i dynamicky (ohřev komutátoru při jeho otáčení a následné ochlazení komutátoru). Stupeň kompaktnosti komutátoru se zjišťuje ze změny rozměrů a z tvaru vnějších povrchů, případně také z posunu stahovacích částí. Tomuto cyklu může být komutátor vystaven nezávisle na rotoru, nebo i po nasazení na rotor.
Pro spolehlivý provoz stroje je nezbytné, aby všechna spojovaná místa ve vinutí, včetně spojů vývodů ke komutátoru byla pevná, a zajišťovala spolehlivý kontakt. Nerozebíratelné spoje mají mít dobrou elektrickou vodivost, dostatečnou mechanickou pevnost, nesmí se okysličovat, a nesmí poškozovat izolaci. Při spojování vývodů s lamelami nesmí dojít k místnímu přehřátí, aby nedošlo k poškození hmoty, do níž jsou lamely zalisovány vlivem rozdílných koeficientů roztažnosti.
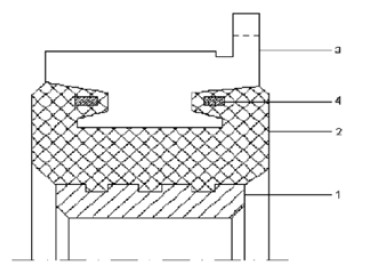
Obr. 1, Znázornění konstrukce lisovaného komutátoru malého stroje 1 – nerezové ocelové pouzdro, 2 – syntetická pryskyřice, 3 – komutátorová oka, 4 – nerezové kroužky
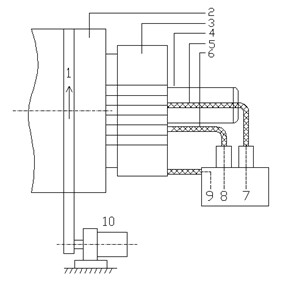
Obr. 2. Schéma svařovacího zařízení pro připojení vinutí rotoru k lamelám komutátoru 1 – směr otáčení, 2 – rotor, 3 – komutátor, 4 – slída, 5 – kontrolní jehla, 6 – bezpečnostní jehla, 7 – relé pohybu rotoru, 8 – motor pohybující rotorem
Spojování vývodů vinutí kotvy s lamelami komutátoru se provádí svařováním netavícími elektrodami (bez ochranné atmosféry), Nastavení polohy komutátoru a zahájení svařování se provádí ručně. Po sepnutí obvodu začne protékat svařovací proud a roztaví se stříbrná pájka. Doba svařovacího cyklu byla různá a pohybovala se v rozmezí 2,5 – 2,7 s. Oblouk má krátké trvání a vysokou intenzitu proudu, postačující k vytvoření taveniny. Délka trvání svařování je přímo úměrná době styku snímacího palce s lamelou. Velikost svařovacího proudu a jeho časovou závislost nebylo možné ověřit. Zařízení nebylo plně funkční. Při svařování se izolace mezi lamelami ohřívá na více než 130 – 150 °C. Volba svařovacích parametrů vycházela ze stávajícího nastavení (původního) stroje. Průměr svařovacího bodu je teoreticky závislý na velikosti proudu, čase a velikosti praporku. V daném případě to však nebylo možné ověřit. Principiální schéma zapojení pro přivařování vývodů vinutí je znázorněno na obr. 2.
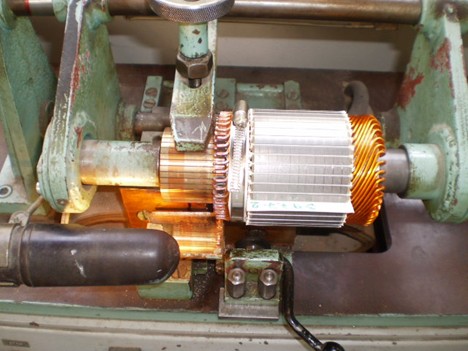

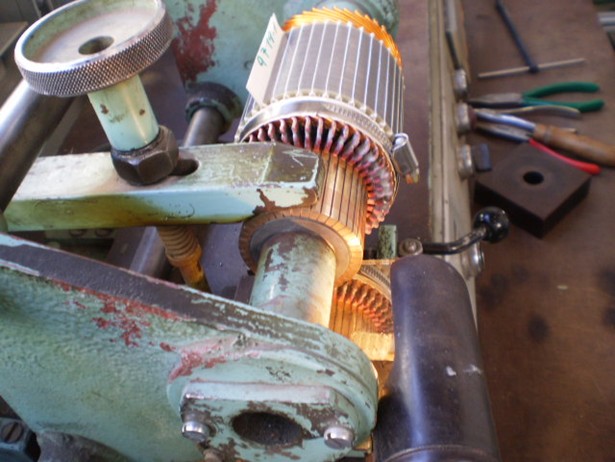
Obr. 3. Znázornění technologické operace přivařování vývodů vinutí k lamelám komutátoru, Obr. 4. Sestava technologického zařízení, zajišťující chlazení pro svařovací přípravek


Obr. 5. Svařovací agregát z pohledu v axiálním směru, Obr. 6. Detailní pohled na svařovací agregát bez rotoru s elektrodami
3. Připojování vinutí ke komutátoru
Dříve bylo možné provést zkoušku na tvarovou stálost např. tak, že se komutátor ponořil do cínové lázně o teplotě 290 ±10 °C. Tímto zpracováním se nesměl komutátor tvarově změnit o 0,06 mm. Po přivaření vodičů kotvy ke komutátoru následuje frézování drážek komutátoru. I při této technologické operaci může dojít k deformacím komutátoru (hluboký řez, velká přítlačná plocha elektrody, velký tlak na lamelu, vysoký ohřev v bodu svaru, apod.).
Termovizní kamery obecně umožňují zobrazení povrchové teploty na měřených objektech, které mohou mít přímou souvislost nejen např. s provozním stavem, ale i s existujícími závadami, obr. 9. S využitím této vlastnosti umožňují posoudit stav na zařízení buď v počátečním stadiu, nebo po dané době jeho provozu. Termovizní měření bylo v tomto případě chápáno jako prostředek, vedoucí ke zvýšení spolehlivosti provozovaného zařízení, minimalizaci výrobních ztrát a také jako prostředek vedoucí k úspoře času a nákladů neefektivně vynaložených na preventivní údržbu při odstávkách. Jednalo se o zkušební aplikaci tzv. „teplotního managementu“, tj. o soubor širokého okruhu opatření, nutných k monitorování svařovacího agregátu aby spolehlivě plnil přesně očekávanou funkci technologického zařízení.
Teplotní management v tomto případě umožnil:
– realizaci opatření, vedoucích ke zvýšení spolehlivosti provozu svařovacího agregátu,
– zpomalení procesu jeho stárnutí a zejména zvýšil jeho cyklickou odolnost,
– aplikaci nezbytných kroků pro zvýšení účinnosti svařovacího agregátu.


Obr. 7. Svařovací elektrody a) Znázornění svařovacích elektrod b) Detail vnějšího povrchu svařovacích elektrod
4. Závěr
Měření probíhalo na komutátoru se 41 lamelami v několika etapách:
– měření teplotních poměrů při přivařování jedné lamely,
– měření oteplení následujících lamel,
– pauza v délce 80 s, která je nezbytná pro pootočení a zafixování vývodů komutátoru,
– dokončení přivaření zbývajících sedmi lamel komutátoru,
– svařování a snímání nového rotoru s komutátorem v běžném výrobním taktu.
Použity byly následující měřicí přístroje:
– termokamera SAT-HY 6800: teplotní rozsah -10 až 600 °C, teplotní citlivost 0,087 °C, přesnost ±2 °C nebo ±2 % z měřeného rozsahu, minimální zaostřovací vzdálenost 0,3 m,
– teploměr FLUKE 62 Mini IR THERMOMETER,
– stopky: TRAX 100LAP MEMORY, TFA Dostmann/Wertheim KAT.NR.38 2017.
Při velikosti primárního proudu svařovacího transformátoru 16 A byly zjištěny následující teplotní poměry:
– teplota okolí tokolí = 23,8 °C,
– teplota komutátoru v počáteční fázi = 40 °C,
– teplota komutátoru bezprostředně po vyjmutí z přípravku. 47 °C,
– maximální změřená teplota lamely při svařování s respektováním úhlu natočení termokamery: 250 °C.
Z výsledků měření byly zjištěny mj. i následující nedostatky:
– u svařovacího zařízení nebylo možné přesně měřit velikost svařovacího proudu,
– obsluhující personál v důsledku stávajícího technologického postupu nemůže (ani mu to není technologickým procesem umožněno) sledovat velikost svařovacího proudu; musí se plně soustředit na vlastní proces svařování,
– jednotlivé operace jsou plně závislé na subjektivním uvážení obsluhujícího personálu,
– jednotlivé svařovací cykly nejsou zcela identické,
– doba provádění jednoho svaru není vždy stejně dlouhá; je podmíněna subjektivním přístupem obsluhujícího pracovníka,
– nelze rovněž indikovat velikost přítlačné síly; ta je vyvozována ještě původní sestavou pružin, která je údajně až 40 let stará,
– jednotlivé svařovací elektrody doposud ani jednou (!) nebyly opracovány (precizována jejich geometrie); nemají např. přesně definované hrany; proto i nastavení svařovacích elektrod nelze považovat za jednoznačné,
– v jistých intervalech jsou pouze čištěny technickým lihem; tím lze eliminovat zplodiny po svařování, ale geometrie elektrod není vůbec renovována,
– lze tedy předpokládat, že dodržet požadované tolerance vzdálenosti elektrody od lamely, či praporku, v desetinách mm lze pouze s maximálním úsilím,
– přivařování se provádí v dolní úvrati rotoru s komutátorem; proto vlastní měření jednotlivých parametrů při svařování je velice obtížné a lze je považovat za orientační,
– pouze některé tyto skutečnosti byly zodpovědným pracovníkům známy. Vlastní podstata a případná rizika nebyly plně doceňovány,
– velikost oteplení lamely, na kterou je přivařován konec vinutí kotvy činí orientačně 250 o C,
– fixace jednotlivých vývodů vinutí k jednotlivým praporkům na lamelách je v některých případech prováděna improvizovaně. To neumožňuje provedení jednoho rotoru (cyklu) z chodu. Doposud bylo proto nutno provést další dílčí manipulaci srotorem, čímž s největší pravděpodobností dochází ke změně nastavení jednotlivých elektrod.
 Obr. 8. Znázornění nastavování přesné polohy svařovací elektrody pomocí zrcátka
Obr. 8. Znázornění nastavování přesné polohy svařovací elektrody pomocí zrcátka
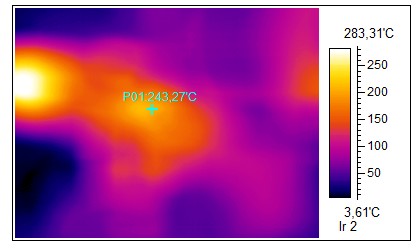
Obr. 9 Záznam termokamery
Poděkování:
Tato výzkumná práce byla provedena i v Centru pro výzkum a využití obnovitelné energie (CVVOZE). Autor děkuje za finanční podporu Ministerstva školství, mládeže a tělovýchovy České republiky v rámci institucionální podpory a Technologické agentury České republiky v rámci programu Národní centra kompetencí (projekt č. TN01000071 Národní kompetenční centrum mechatroniky a inteligentních technologií pro Strojírenství).
Literatura
[1] CHMELÍK, K., VESELKA, F.: Kluzný kontakt v elektrických strojích. Ostrava, KEY Publishing, s. r. o.
[2] VESELKA, F.: Poskytnuté výňatky z časopisů TES VÚES Brno, Brno 2020.
[3] Horná, M., Veselka, F.: Inovace měřicích, diagnostických metod a konstrukce ss strojů. EPVE 2002, Brno 12.-13.11. 2002.
[4] Teplotní management. ELEKTRO č. 2/2010, str. 42.