



To je přesně má kuchyně!
26. 9. 2019 | Günter Schallert | Lenze | www.lenze.cz
Průmyslová zakázková výroba: firma Lenze integruje robotické funkce do portálu pro pořezové centrum firmy Schelling
Vaření v současné době již není pouhá příprava potravy, spíše jde o populární volnočasovou aktivitu, při které je kuchyně povýšena na středobod bytu. To se odráží v designu kuchyní, který převyšuje jejich funkční stránku. Velcí výrobci kuchyní sledují tento vývoj a reagují výrazně upravenými výrobními procesy: od velkosériové výroby k průmyslové zakázkové výrobě s charakterem sériové produkce. Jak se tento trend projevuje u výrobních zařízení, ukazuje pořezové centrum firmy Schelling.

Obr. 1. Linka Is1 od firmy Schelling umožňuje na základě inovativní koncepce oběhu realizaci vícenásobných řezů
Nároky kladené na moderní vestavné kuchyně jsou velké. Musejí být velmi kvalitní, funkční, vyznačovat se dlouhou životností a upoutat pěkným designem. Kdo si kupuje novou kuchyni, má těžkou volbu a zároveň velký výběr: povrchy, barvy, tvary, hloubky, výšky, kování, dřez vlevo – nebo raději vpravo. Protože i rozměry modulů jsou rozmanitější, jsou v současné době místo standardních kuchyní stále častěji dodávány individuální sestavy vyrobené na míru. „Velikost série 1 je velmi aktuální téma,“ zdůrazňuje Thomas Gsellmann, vedoucí marketingu ve firmě Schelling.
Trend zesílil a musí na něj reagovat i velcí výrobci kuchyní, kteří byli dosud úspěšní s velkosériovým programem. Žádaná je zakázková výroba s charakterem sériové produkce. Aby tento vývoj nepříznivě neovlivnil ukazatele produktivity a hospodárnosti, jsou žádána flexibilně využitelná výrobní zařízení, která zcela ve smyslu Průmyslu 4.0 ideálně přímo spolupracují se systémem řízení zásob. Jak může takové řešení vypadat v praxi, ukazuje nové pořezové centrum firmy Schelling. Díky oběžné dopravní technice se dvěma portálovými jednotkami může pořezová linka Is1 pracovat nepřetržitě. Manipulátory vznikly v úzkém technologickém partnerství s firmou Lenze. Jádrem řešení Motion Control je technologický modul Lenze FAST Pick & Place pro robotické aplikace.
Individualizované dělení desek
Tam, kde se má každá kuchyně vyrábět podle individuálních požadavků koncového zákazníka, jsou hromadná výroba a zpracování v dávkách minulostí. Digitalizované plánování kuchyní je převedeno do kusovníků a řezných výkresů. Každý díl je jednotlivě a přesto plně automatizovaně řezán v pořezovém centru Is1 firmy Schelling. Velkou výzvu představují stále se měnící desky různé kvality, často velmi drahé, v různých barvách a s různými povrchy. Další je – i přes kusovou výrobu – zhodnocení desek s co možná nejmenšími prořezy a zároveň vysokým řezacím výkonem. Zbytky desek jsou velkým tématem, a proto jsou nezbytné optimalizace řezných plánů a chytře řešené meziskladování zbytkových desek. Kromě toho je nové zařízení Is1 u koncového uživatele přímo propojeno s automatizovaným skladovacím systémem vybaveným dvěma mosty rovněž od firmy Schelling. „Pila je integrována do nadřazeného řídicího systému, přičemž je prvkem ve výrobní lince, který určuje její takt,“ popisuje Dietmar Nußbaumer, vedoucí oddělení techniky a montáže ve firmě Schelling, požadavkový profil tohoto řešení stroje.
Princip systému oběhu je založen na portálech, které po prvním podélném nebo příčném řezu obracejí desky a dále je transportují po kartáčovacích stolech, které fungují jako vyrovnávací zásobníky, k dalšímu řezu. V zásadě je díky koncepci systému oběhu možná optimalizace řezných plánů ve více úrovních. Když jsou díly hotové, portál je vysune pro další zpracování. Při koncepci portálů využily firma Schelling a Lenze novou technologii FAST. Jde o plnohodnotné robotické jádro, které poskytuje vše, co potřebuje výrobce strojů pro rychlé a flexibilní manipulační operace, a to i bez speciálních znalostí z oblasti robotiky. Hlavní úkol spočívá v zásobování pily správnými deskami a polohování desek při rychlém odvádění ze zařízení tak, aby je bylo možné optimálně dále zpracovávat. To se dělá se zohledněním aktuální velikosti dílů a aktuálně dostupného místa ve vyrovnávacím zásobníku. To znamená: pro každý díl je nutné vypočítat vlastní optimální dráhu. „Pořezová linka se musí co nejrychleji opět uvolnit, aby byl zaručen optimální výkon,“ shrnuje D. Nußbaumer.
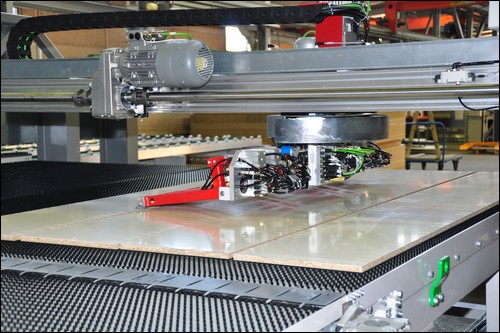
Obr. 2. Nové zařízení pracuje kompaktně, tiše, energeticky úsporně a téměř bezprašně, především ale princip okružní pily šetří hodnotné povrchy desek
Jednoduchá úprava profilu dráhy
V čem spočívají výhody profilů drah s koordinovanými víceosými pohyby v porovnání se sekvenčně řízenými jednoosými pohyby portálů XYZ? Příklad firmy Schelling ukazuje, že to jsou právě koordinované pohyby v prostoru, díky kterým je portál rychlejší a křivky pohybu výrazně plynulejší a hladší. Výsledkem jsou větší počty taktů, protože portál již nenajíždí do maximálních koncových poloh a obecně pracuje s optimalizovanými dráhami. Protože optimalizace pojezdu os zároveň znamená úsporu času, může se portál pohybovat pomaleji, a přesto rychleji dorazí k cíli. Z toho vyplývá závěr, že pohony potřebují menší výkon a jejich provedení může být menší a cenově výhodnější. Výsledek: klesající spotřeba energie a celkově lehčí konstrukce stroje.
Speciální požadavek na řešení ve firmě Schelling byl optimalizovat pohyb obrobků v prostoru tak, aby bylo možné objet překážky v pracovním prostoru co nejrychleji – přestože portálový robot musí pohybovat dlouhými obrobky. Toho je dosaženo flexibilním plánováním dráhy v závislosti na obrobku. Pro horizontální transport jsou stoly vybaveny kartáči umožňujícími klouzavý pohyb desek bez poškrábání jejich povrchu. To šetří drahé podtlakové systémy zvedající těžké desky s použitím přísavek.
Řízení pohybu se standardizovaným technologickým modulem FAST Pick & Place pro portálové roboty má jasné výhody. Software pokrývá velkou část funkcí této aplikace. Určení drah portálového robotu v konkrétní operaci v praxi lze ve standardním případě řídit technologickým modulem Pick & Place nebo standardizovanými pohybovými příkazy PLCopen Part 4. Výhody: úspora času a nákladů, protože odpadá složitější programování řízení pohybů, dále lepší kvalita softwaru díky strukturovanému programování i jednoduché opakovatelné využití. Protože lze snadno integrovat i specifické funkce, je možné technologický modul Pick & Place jednoduše přizpůsobit specifikům aplikace.
Efektivní víceosý systém
Dráhy zpracovává řídicí jednotka 3200C firmy Lenze, která pomocí Ethercatu komunikuje se servoměniči téže firmy. Jako pohony firma Schelling používá servoregulátory i700. Přístroje jsou specializované pro koordinované víceosé pohyby a v pořezovém centru firmy Schelling se používají společně s centrálním napájecím modulem. Tímto způsobem jsou servoregulátory napájeny prostřednictvím propojení stejnosměrných meziobvodů – což zlepšuje energetickou účinnost výměnou energie mezi jednotlivými měniči a zároveň umožňuje kompaktní konstrukci rozváděče. Protože jednotka Motion Controller 3200C plní vedle řízení pohybu současně i funkci rozhraní k nadřízenému řízení linky, je pořezové centrum propojeno se systémem plánování výroby, jehož prostřednictvím se vytvářejí také geometrie řezů. Tím dosahuje firma Schelling cíle Průmyslu 4.0 ohledně propojení výroby v síti, kterou lze optimalizovat jako celek. „Naše myšlenky se stále více ubírají směrem k využití mechatronických modulů strojů kombinujících mechaniku, elektroniku a software, které můžeme opakovaně aplikovat i v jiných projektech. Proto potřebujeme poskytovatele kompletních služeb, který nás podpoří i při vývoji softwaru,“ popisuje Dietmar Nußbaumer spolupráci s firmou Lenze.
Závěr
Z pohledu vývoje zlepšuje technologie Lenze FAST účinnost pro celý životní cyklus výrobku: od koncepce zařízení, přes vývoj a programování až po zprovoznění a údržbu u provozovatele. Protože u technologických modulů FAST jde o testované a dobře zdokumentované softwarové produkty, výrazně se snižují náklady na náročný test softwaru u funkcí stroje. Práci ulehčují i rozsáhlé knihovny připravených základních funkcí a celkově jednoduché použití složitých technologií jako Pick & Place pro různé kinematiky robotů.
Vyšlo v časopise Elektro č. 8-9/2019 na straně 42.
Tištěná verze – objednejte si předplatné: pro ČR zde, pro SR zde.
Elektronická verze vyšlých časopisů zde.